

 Delbetalning från
Delbetalning från Product Description
Vi har många beställningar på vakuumbord, räkna med 1-2 veckors leveranstid. Observera att vacuumborden vi tillverkar nu är svarta och inte vita som i videon.
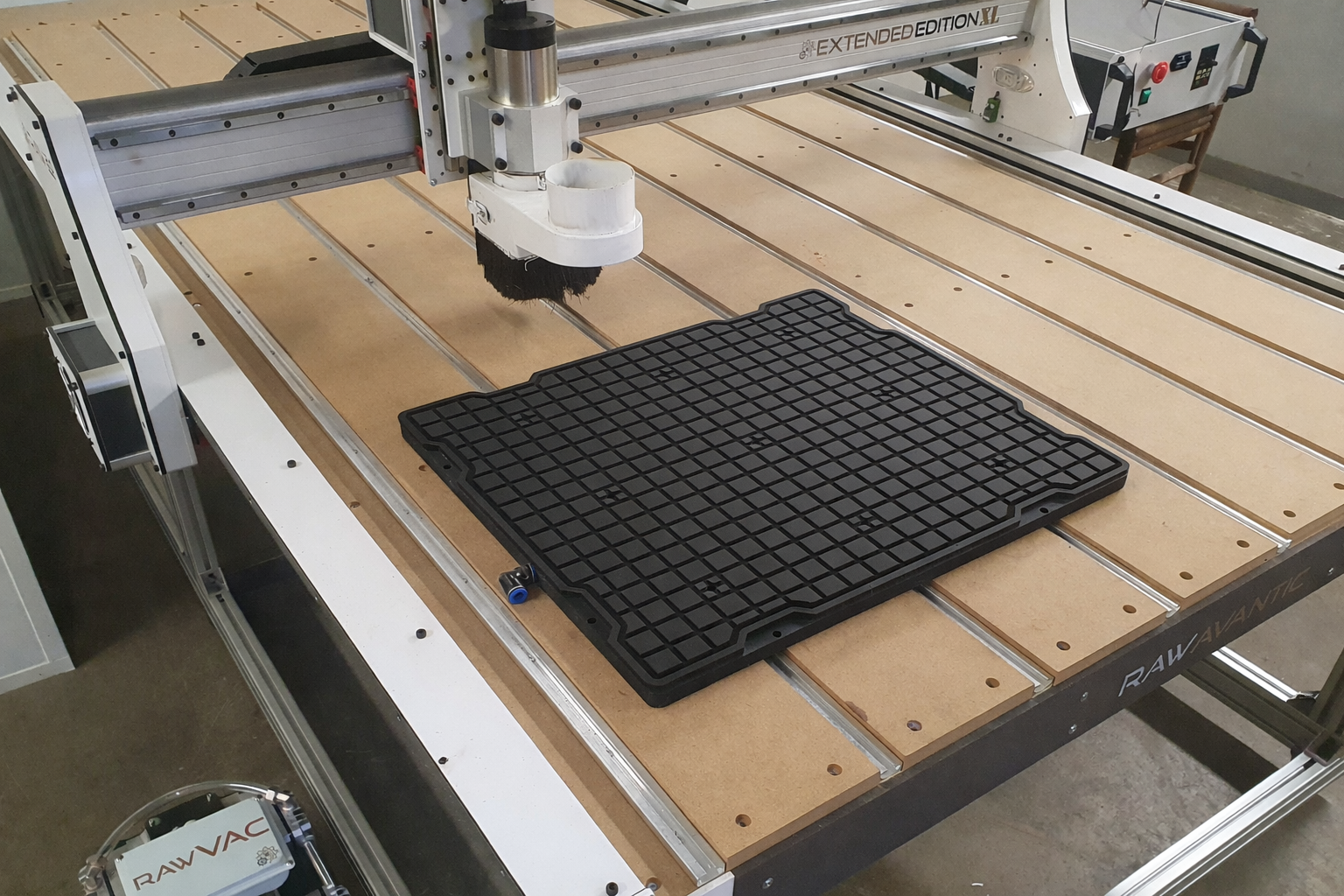
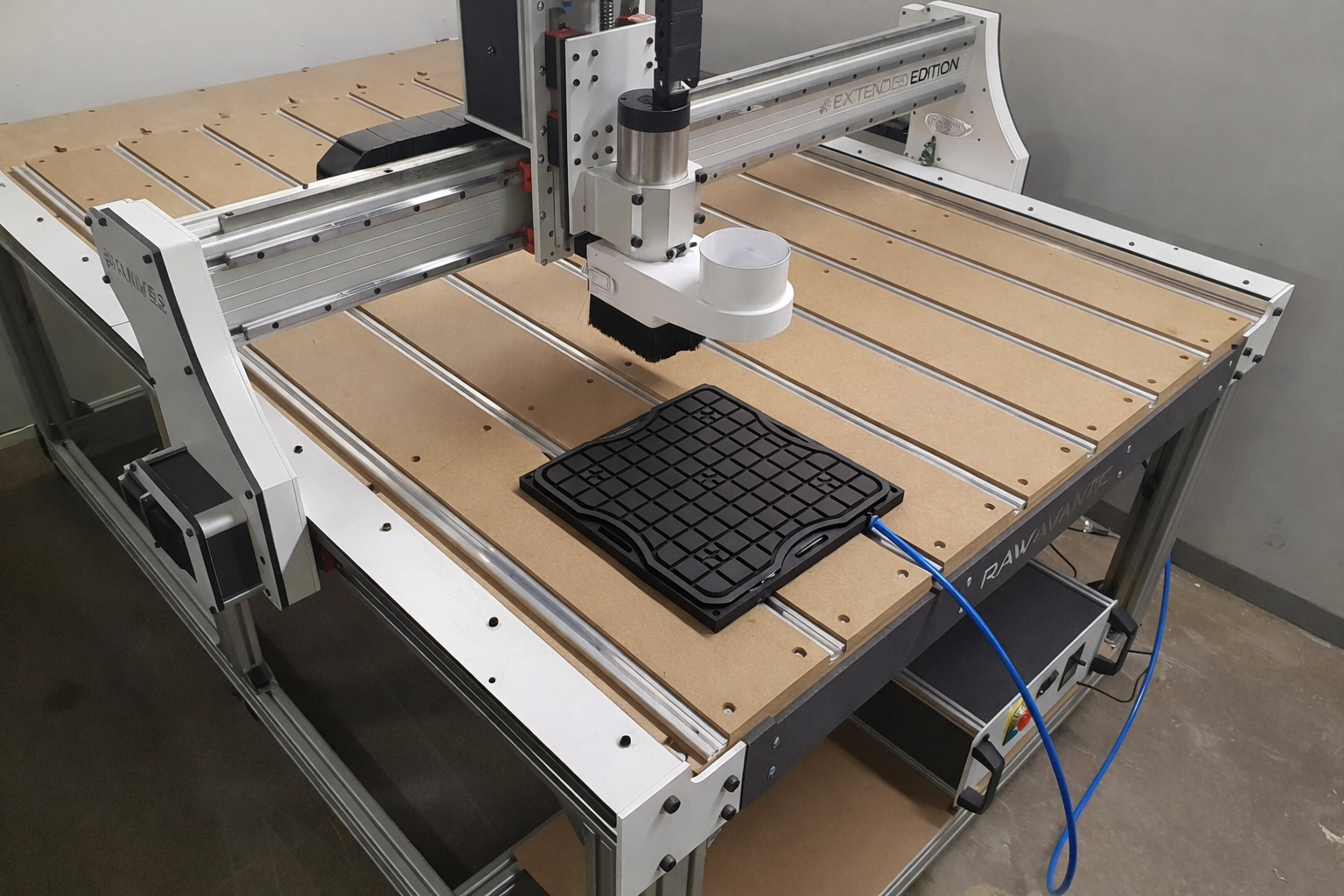
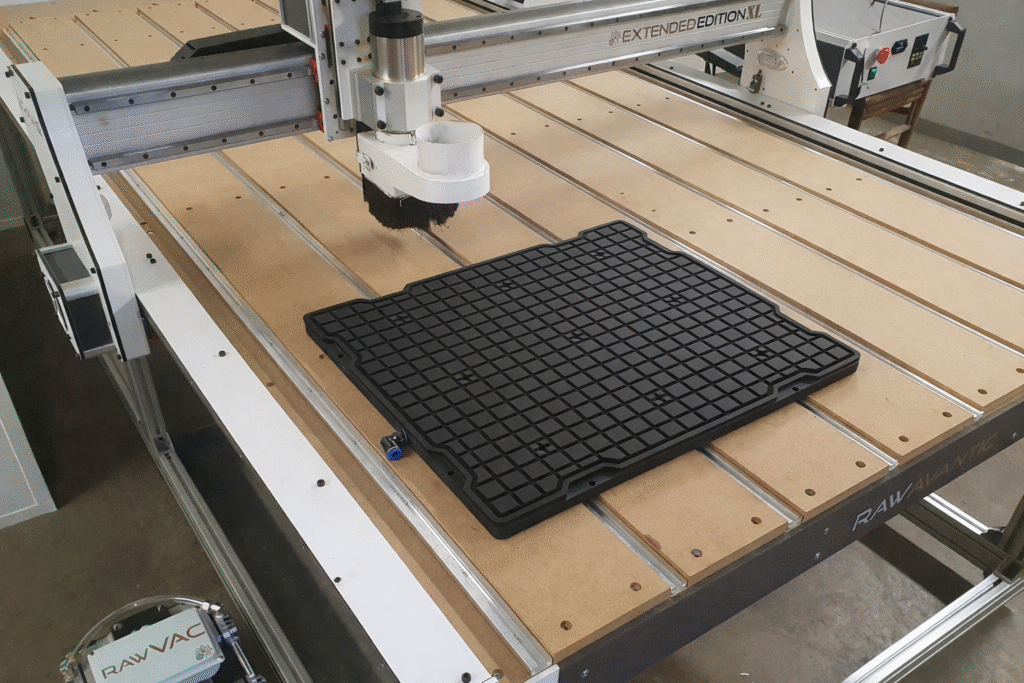
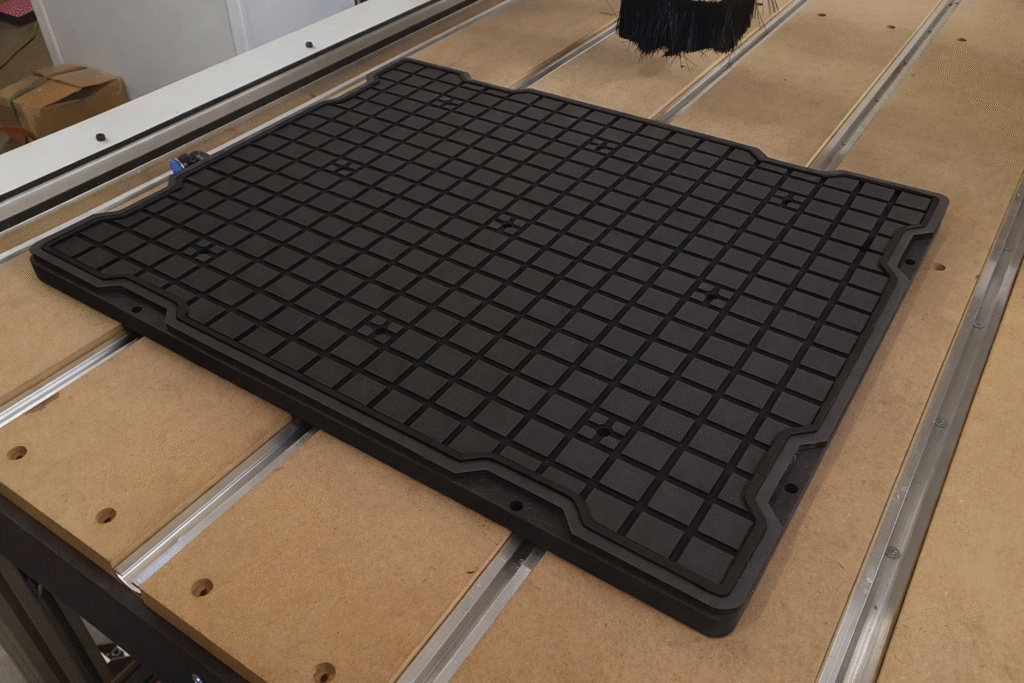
RawVac™ Vakuumbord
Är ett modulärt vakuumspännsystem utvecklat för snabb, säker och flexibel fastspänning på CNC-maskiner – utan traditionella spännklämmor eller skruvfixturer. Borden finns i storlekar 300×300 mm, 600×500 mm och är gjorda för att enkelt kunna placeras ovanpå ett befintligt maskinbord. Det gör RawVac perfekt både för prototypjobb och produktion.
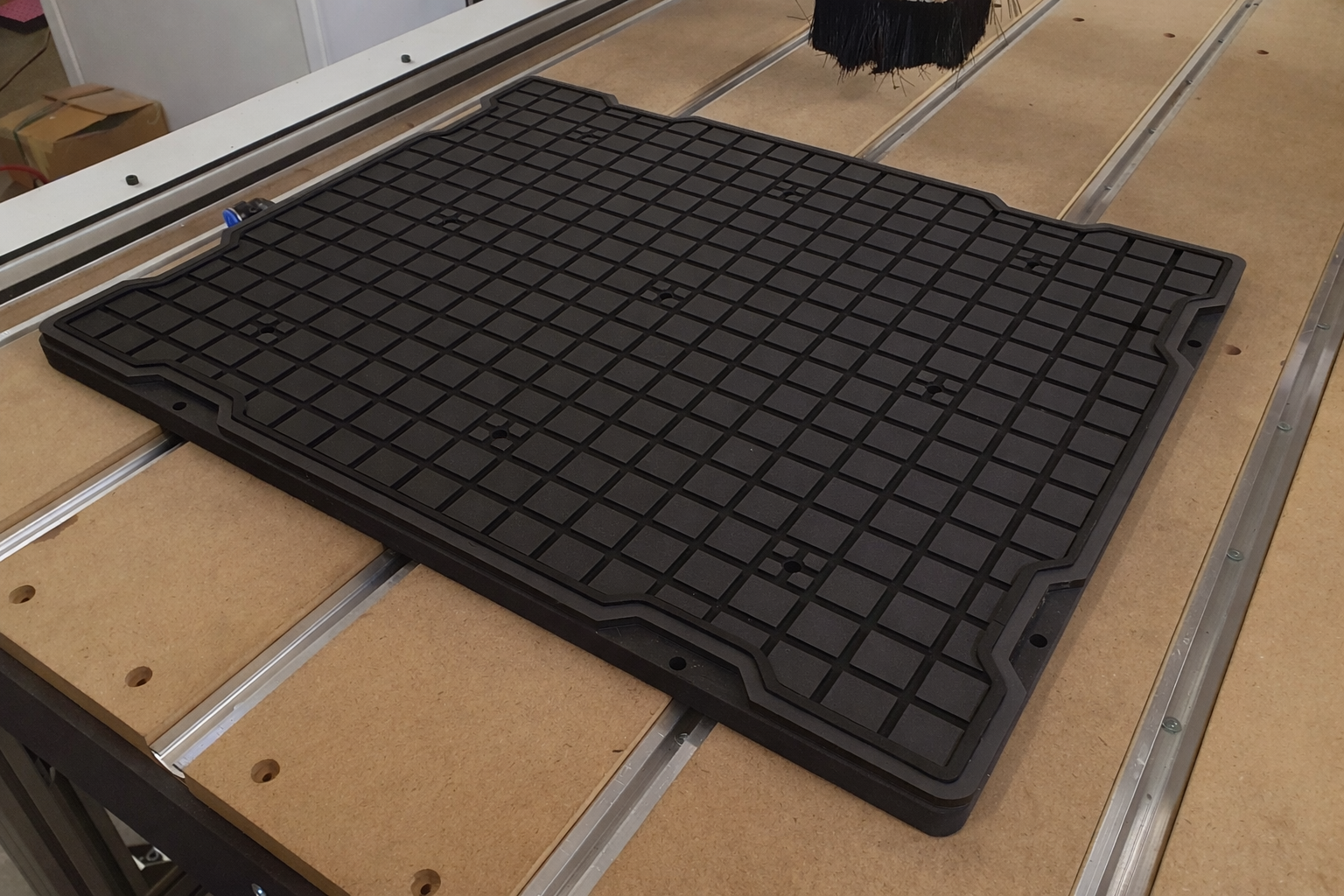
En genomtänkt kanal- och hålbild hjälper till att fördela vakuumet jämnt över ytan, vilket ger mer förutsägbar fastspänning – även för mindre detaljer, blandade detaljstorlekar eller oregelbundna former.
RawVac™ Vakuumbord är tillverkade av ett högpresterande, elastomerbaserat material med industriell slitstyrka. Resultatet är en tät, robust och kemikalietålig yta med professionell finish.
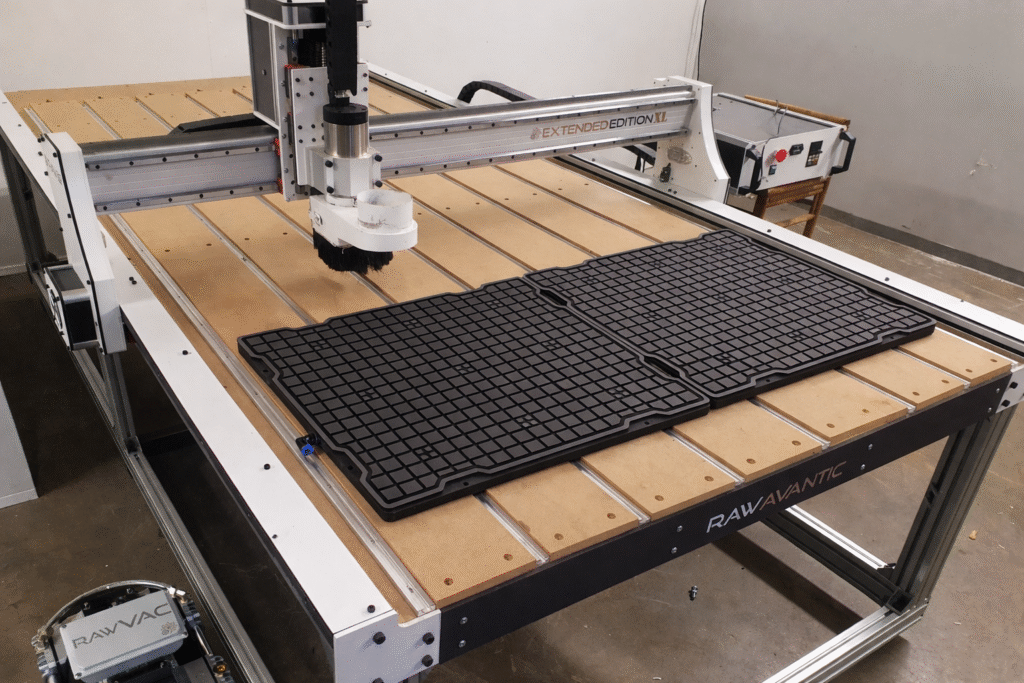
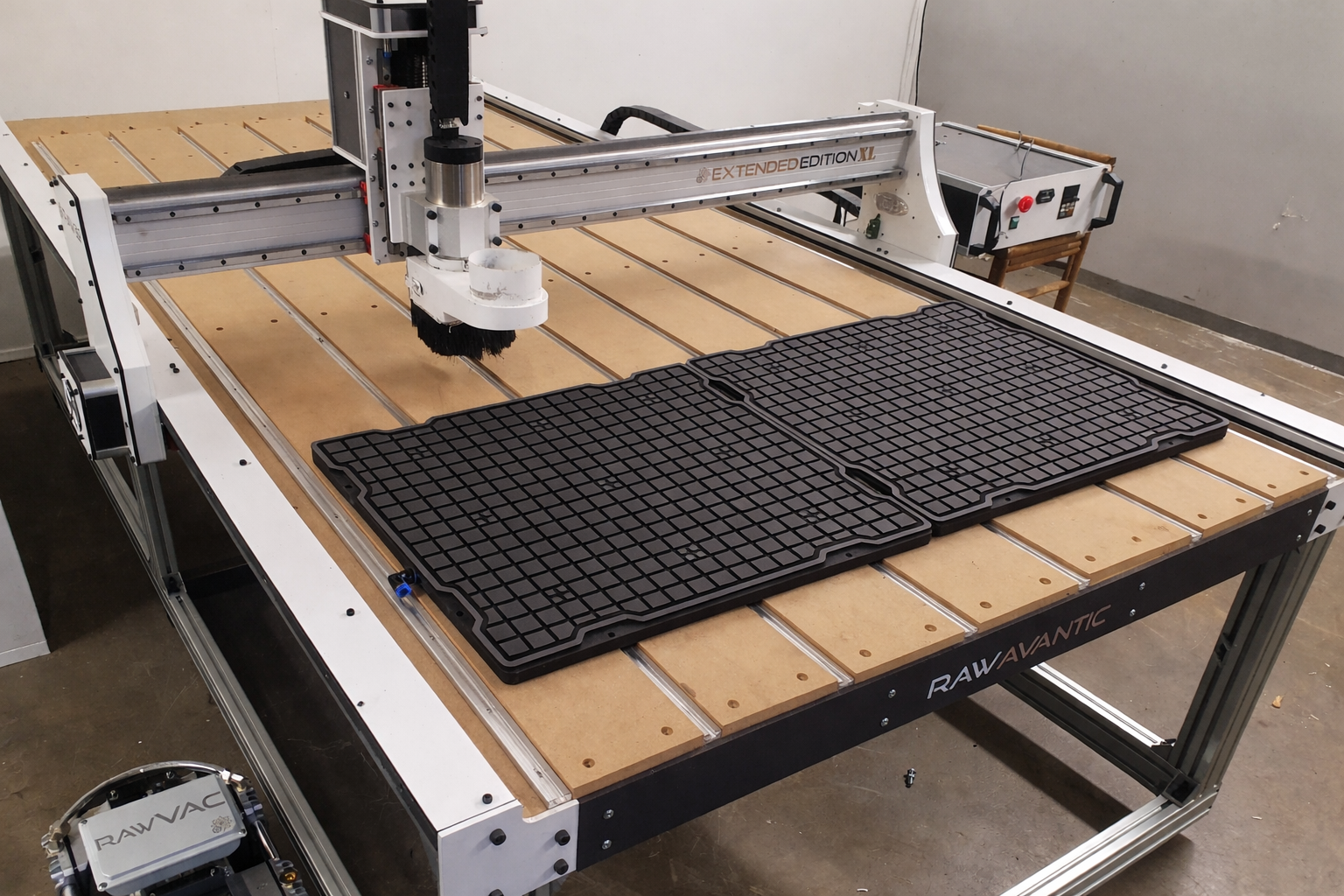
Modulärt system med zonstyrning
RawVac är byggt för att kunna skalas och byggas ut över tid. Flera vakuumbord kan kopplas ihop i parallell och styras via en manuell kontrollenhet (manifold) med kranar/ventiler, så att vakuumet kan fördelas smart mellan bord eller zoner beroende på vilket jobb du kör.
Det gör att du kan köra ett bord när du vill ha maximal kraft under en mindre detalj, eller öppna fler utlopp när du vill täcka större ytor och köra flera arbetsstationer samtidigt. Med zonstyrning kan du dessutom stänga av oanvända ytor och koncentrera sugkraften där materialet faktiskt ligger, vilket ger stabilare grepp och bättre utnyttjande av pumpens kapacitet.
Kort sagt: du kan börja med en enkel grunduppsättning och bygga ut till ett komplett system när kraven ökar – utan att behöva byta plattform.
Zonindelning och flexibel vakuumkontroll
Varje RawVac-bord är indelat i flera vakuumzoner så att aktiv vakuumyta kan matcha arbetsstycket. Zoner som inte används kan pluggas igen med medföljande gummipluggar, vilket koncentrerar vakuumet till rätt område.
För extra flexibilitet medföljer även tätningslist. Med den kan du skapa egna zoner direkt på bordets yta, praktiskt för ovanliga konturer eller när du vill göra återkommande “mallar” för serieproduktion.
Det här är särskilt användbart för:
-Små arbetsstycken
-Oregelbundna former
-Fixturarbete och konturfräsning
-Serietillverkning med återkommande geometrier
Zonsystemet förbättrar effektiviteten genom att minska onödig luftgenomströmning och läckage.

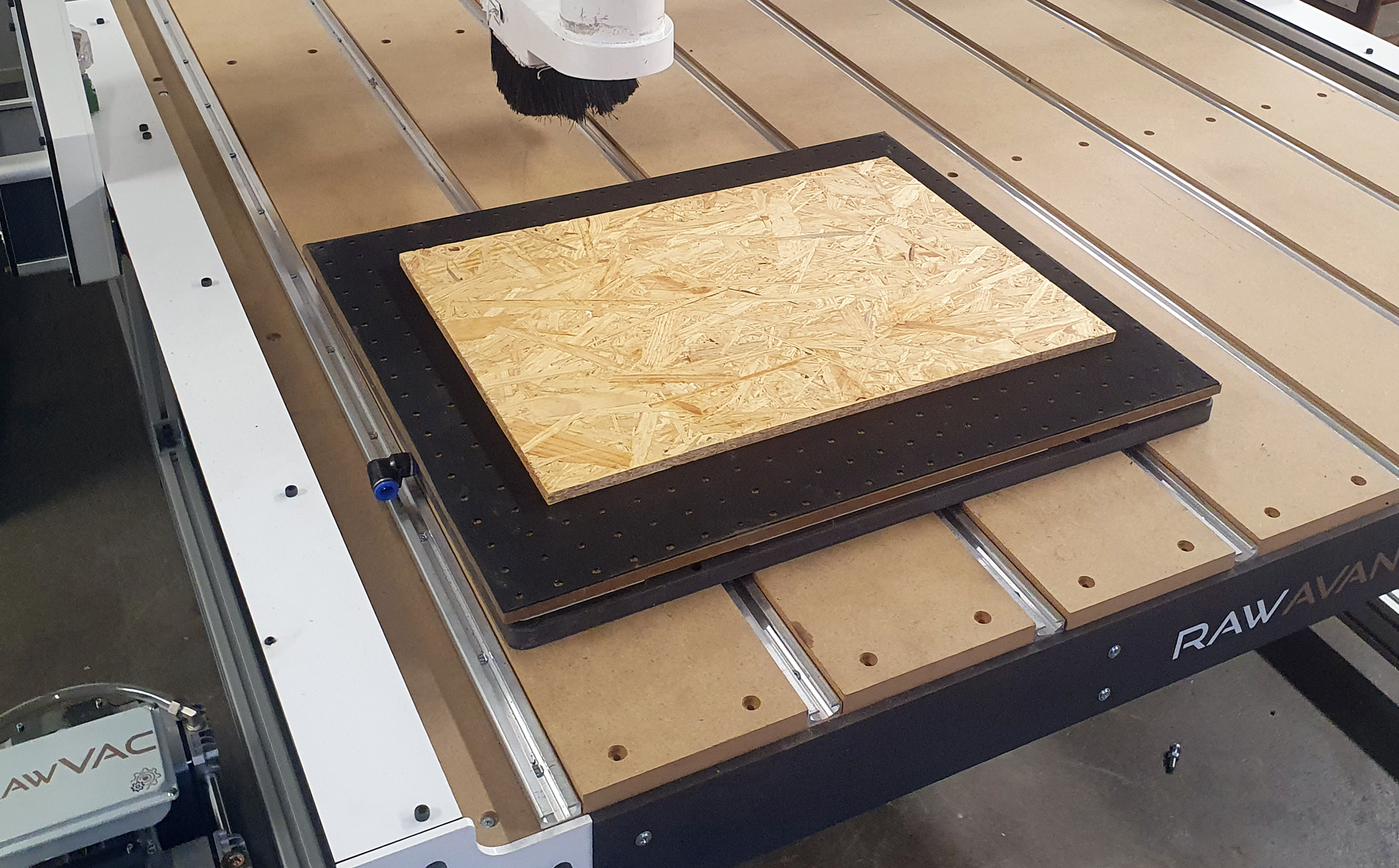
Genomskärning med offerbord (MDF)
RawVac är designat för att fungera vid genomskärning tillsammans med ett MDF-offerbord. MDF är poröst och släpper igenom luft på ett kontrollerat sätt, vilket gör att vakuumet kan “dra igenom” skivan och skapa ett jämnt undertryck under arbetsstycket.
När pumpen sänker trycket under materialet pressar atmosfärstrycket ovanifrån ner arbetsstycket mot offerbordet – och det är den kraften som ger den stabila fastspänningen över hela ytan.
I praktiken innebär det att du kan fräsa med högre trygghet och mindre förberedelser, eftersom arbetsstycket hålls fast utan mekaniska spännare. Det gör också att du kan jobba smart med offerskivan som skydd, så att du kan skära igenom materialet och ner i offerbordet utan att riskera att skada själva vakuumbordet.
Erbjudande!
om ni köper fler vakuumbord än ett i samma köp så följer det med en anpassad fördelningskammare för att styra borden individuellt med kopplingar och avstängningsventiler utan extra kostnad.
RawVac™ Gasket
Används ovanpå offerbordet för att ge bättre tätning och en mer “förlåtande” fastspänning. Genom att minska läckage och jämna ut vakuumfördelningen får du ett stabilare grepp, särskilt när du kör små detaljer, när arbetsstycket inte täcker hela zonen eller när offerbordets skick varierar mellan olika ytor. Offerbordet är enkelt att plana av och byta när det blir slitet, medan gasket-arket är en förbrukningsvara som byts vid behov. Med rätt inställningar för din maskin kan samma gasket-ark dessutom användas länge, även vid återkommande genomskärningar. Se vår produkt RawVac Gasket för mer information

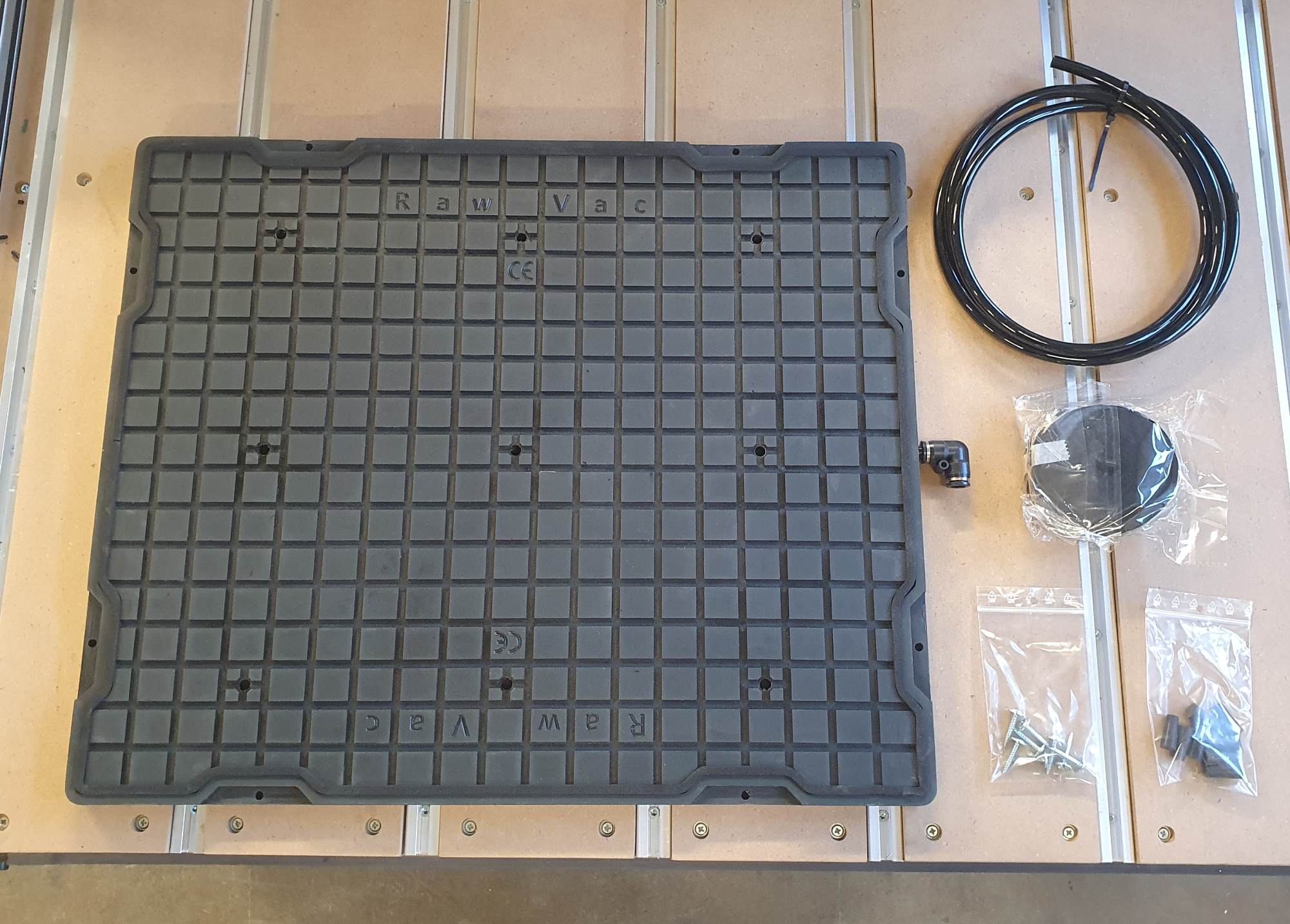
Detta ingår
- RawVac vakuumbord i vald storlek
- 10mm Slang + anslutningar (push-to-connect) för vakuumpump
- Tätningslist för flexibel zonindelning
- Gummipluggar för tätning av zoner
Om du har en egen pump så kan du anpassa den för att kunna koppla på en 10mm slang, antingen med Push-to-connect anslutning eller liknande lösning.
RawVac vakuumpumpar

RawVac 8.5 – Kompakt och effektiv
Nominellt luftflöde (fri luft): 8,5 m³/h (≈ 142 L/min)
Passar små arbetsstycken och täta fixturer där kompakt format och låg ljudnivå är viktigt.

RawVac 15 – Balanserad allroundpump
Nominellt luftflöde (fri luft): 15 m³/h (≈ 250 L/min)
Ett starkt allroundval för standardbord, MDF-offerbord och genomskärning med måttligt läckage.

RawVac 29 – För högre krav
Nominellt luftflöde (fri luft): 29 m³/h (≈ 480 L/min)
Passar större ytor, flera zoner/bord och situationer med högre läckage där extra luftflöde ger stabilare drift.
RawVac pumpar
Ett vakuumbord är aldrig bättre än pumpen bakom. Rätt pumpkapacitet ger stabilare fastspänning, bättre repeterbarhet och gör systemet enklare att använda – särskilt vid MDF-offerbord och genomskärning.
RawVac-pumparna är oljefria och utvalda för vakuumfastspänning – alltså för att ge stabilt undertryck i ett system där viss luftgenomströmning och läckage kan förekomma (t.ex. vid spoilboard och genomskärning).
Det här är inte samma typ av pump som ofta används vid exempelvis värmepumpsinstallationer, där man vanligtvis använder oljesmorda servicepumpar för att evakuera kylsystem. De är byggda för ett annat användningsområde och har andra driftförutsättningar.
Läs mer om våra pumpar här: RawVac vakuumpumpar
10 mm (≈3/8”) anslutningar – byggt för högre flöde
Andra som tillverkar vakuumbord använder 5/16” OD x ⅛” NPT push-to-connect, vilket motsvarar 5/16” = 7,94 mm (≈ 8 mm) slang ytterdiameter. Vi använder i stället 10 mm slang, vilket är ungefär 3/8” (≈ 9,53 mm).
Skillnaden kan se liten ut, men i ett vakuumsystem är slangdiametern viktig eftersom den påverkar både flöde och tryckfall. Rent geometriskt ger 10 mm cirka 56% större tvärsnittsarea jämfört med 8 mm, vilket innebär att systemet kan transportera betydligt mer luft med lägre motstånd. Resultatet blir snabbare “återhämtning” när du lägger på en skiva, stabilare vakuumnivå vid små läckage och bättre marginal vid genomskärning eller mindre detaljer.
Den grövre slangen är dessutom mer robust i praktiken, vilket minskar risken för mikroläckage och ger en mer driftsäker installation över tid.
Så fungerar vakuumfastspänning
Ett vakuumbord håller inte fast arbetsstycket genom “sug” i traditionell mening. Istället skapas ett undertryck mellan bordet och arbetsstycket genom att pumpen tar bort luft. När trycket under arbetsstycket sänks pressar atmosfärstrycket ovanifrån materialet ned mot bordet/offerbordet.
I verklig CNC-körning avgörs prestandan till stor del av läckage. Små läckor i porösa material, kanter, zoner eller kopplingar kan snabbt sänka vakuumnivån och stabiliteten. Därför är kanalstruktur, ytfinish, zonstyrning och tätning avgörande.
Referens: relativt tryck (”gauge”) vs absolut tryck
Vakuumnivå anges ofta på två sätt:
- Relativt tryck (gauge): 0 bar = atmosfärstryck, negativa värden visar undertryck
- Absolut tryck (abs): 0 bar abs = perfekt vakuum, 1,013 bar abs ≈ atmosfärtryck vid havsnivå
Det innebär att:
- −1,0 bar (gauge) motsvarar teoretiskt 0 bar abs (perfekt vakuum)
- −0,95 bar (gauge) motsvarar typiskt cirka 0,05–0,06 bar abs (≈ 50–60 mbar abs), beroende på lokalt atmosfärstryck
Typiskt uppmätt vakuum (referens)
I en väl tätad uppställning (bra tätning, minimalt läckage) är det normalt att se höga värden på vakuummätaren. I vår egna tätade testuppställning ser vi typiskt omkring −0,95 till −0,97 bar.
Faktiskt resultat beror på material, offerbordets skick, läckage och vald pump.
Teoretisk hållkraft (transparent beräkning)
Max teoretisk hållkraft bestäms av tryckskillnad och area:
Hållkraft (N) = ΔP (Pa) × Area (m²)
Exempel: vid −0,95 bar (≈ 95 kPa tryckskillnad) och helt tätad yta blir teoretisk maximal kraft ungefär:
- 300×300 mm (0,09 m²): ~0,87 ton-ekvivalent
- 600×500 mm (0,318 m²): ~3,1 ton-ekvivalent
Viktigt: dessa värden är teoretiska maxvärden baserade på tryckskillnad och full tätning över hela ytan. Verklig hållkraft beror på tätning, materialets porositet, offerbordets skick, läckage och pumpkapacitet.
Produkten är CE-märkt och utvecklad i enlighet med gällande EU-krav för säker och korrekt användning i professionella miljöer.


